塑料模具的溫度會下降制品標準精度,使制品合格率下降,模具型芯與型腔溫差過大,塑件縮短不勻,導致制品的曲折變形,影響制件外觀。塑料模具的溫度過高,會使制品在脫模進程中和脫模后發作變形,使其形狀和標準精度下降。
塑料模具的結晶性塑料,運用塑料模具高溫有利于結晶進程的進行,防止在寄存或運用進程中標準發作的改變。關于塑料柔性塑料,運用塑膠模具低溫可以下降其成型縮短率,進步制件標準精度,并縮短成型周期,進步塑料模具生產效率。
塑料模具低溫充模時,假如熔體速不是足夠高,則制品的內應力增大,易引起翹曲變形或應用開裂,特別是某些高粘度的塑料為明顯。塑料模具的溫度會下降塑料熔體的流動性,使制件概括不清,甚至充模不滿,或在充模進程中因為熔體前鋒溫度下降過多而發作明顯的冷接縫,導致制品的力學性能下降。過低的塑膠模具溫度,還會使制品表面不光滑,發作各種表面缺陷。
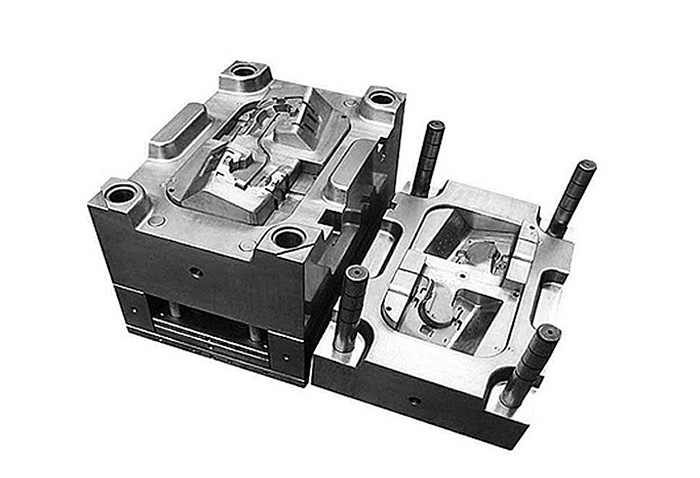
在模具裝上塑料模具曾經,應進行檢驗,以便及時發現質量問題塑料模具,進行修模避免裝上機后又拆下來,當模具固定模板和移動模板分開檢查時,要留意方向記號,避免合模時搞錯。
裝配精度是指設備裝配后的幾何精度、加工精度、運動精度等等,塑料模具的裝配精度包括:
(1)各零部件的相互精度,如距離尺寸精度,同軸度,平等度,垂直度等;
(2)相對運動精度,如傳動精度直線運動和回轉運動精度等;
(3)配合精度和接觸精度,如配合間隙,過盈量接觸狀況等;
(4)塑料成形件的壁厚大小,新制模具時,成形件壁厚應偏于尺寸的下限。
修配原則:
(1)修配脫模斜度,原則上型腔應保證大端尺寸在制件尺寸公差范圍內,型芯應保證小端尺寸在制件尺寸公差范圍內;
(2)角隅處圓角半徑,型腔應偏小,型芯應偏大;
(3)當模具既有水平分型面又有垂直分型面時,修正時應使垂真分型面接觸時水平分型面稍稍留有間隙,小型模具只需涂上紅后相互接觸即可,大型模具間隙約為0.02mm左右。
文章由:塑料模具 www.hggsy.cn 玖華電器有限公司整理提供,此文觀點不代表本站觀點


 首頁
首頁